

12/08/2022
![]()
Scientific milk foam analyses at different temperatures
Katrin Oetjen, Dr. Christine Bilke-Krause, Dr. Mania Madani, Krüss GmbH
Long-lasting, small-pore foam with a pattern of scattered-on cocoa, which does not cause the foam to collapse: That's how most coffee drinkers envisage their perfect milk coffee or cappuccino. Coffee with foamed milk generated for single cups is becoming increasingly popular - a situation reflected in the growing research efforts into milk foaming characteristics. In this application report, we summarize a published scientific study [1] on milk foam, which we compiled in our application laboratory.
In the course of the study we investigated four different milk types (pasteurized milk and UHT milk with 1.5 % and 3.5 % fat respectively) using our Dynamic Foam Analyzer - DFA100. The measurements focused on the foamability and the foam stability, both dependent upon the milk type and temperature. We also analyzed the foam structure in terms of the bubble size and bubble size distribution in order to investigate the relationship between these measurement results and the stability parameters determined.
Background
Milk contains proteins, which, as natural surfactants, are responsible for the stability of the fat-water emulsion and also for foam formation. Various milk types are used to generate milk foam on beverages, whereby the quantity of foam and its stability depend on the properties of the milk. On the one hand, the fat content plays a role, and the different methods of preservation of UHT milk and pasteurized milk. Moreover, the temperature of the milk during foaming has a major influence on the foam characteristics.
Samples and measurement methods
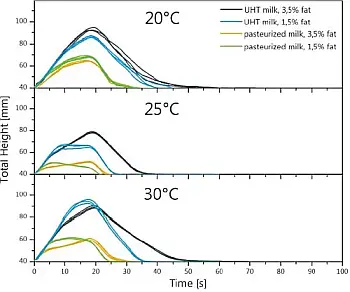
- Fig.1: Foam height measurements at different
temperatures. The curves represent all the three
measurements for each examined type of milk
(Figure as adapted from [1]).
Sample tested
temperatures. The curves represent all the three
measurements for each examined type of milk
(Figure as adapted from [1]).
Commercially available pasteurized milk and Ultra-High Temperature milk (UHT milk) with 1.5% and 3.5% fat content respectively from beverage cartons was investigated.
Measurement of foamability and foam stability
The measurements were performed using a Dynamic Foam Analyzer - DFA100. This measurement instrument is used to reproducibly foam liquid samples over a filter base using a software-controlled gas flow. The DFA100 precisely and time-dependently measures the foam height during foaming and in the decay phase by means of an LED bar and a line sensor. Within the scope of the study, foamability was investigated on the basis of the maximum foam height and the stability based on the decay half-life. The conditions, such as volume flow, pore size of the filter base and foaming time, were constant for all measurements. Three measurements in each case documented highly reproducible results (cf. Figure 1).
Temperature dependent measurements
The foam analyses were undertaken at temperatures between 5 °C and 60 °C. In contrast to previous research, not only was the liquid temperature-controlled prior to foaming, but also the foam column during the decay phase. A double-walled cylinder of type CY4503 from KRÜSS for temperature-controlled measurement was used for this purpose.
- Fig.2: View of the camera to foam-wetted
prism of the Foam Structure Module - FSM
Foam structure analyses
prism of the Foam Structure Module - FSM
Optical measurements of the foam structure were performed with the Foam Structure Module - FSM for the DFA100. In this module, a video image of a two-dimensional section of the foam is captured at a prism. The special optical configuration delivers a clear image of the foam bubbles on the prism wall, which is not impaired by the lamellae on the inside of the foam.
The software for the DFA100 determines the number and size of the bubbles, as well as the homogeneity of the foam based on the bubble size distribution and the mean bubble size along with standard deviation. All these parameters are recorded as a function of the measurement time, such that the structural changes in the decay phase are precisely depicted.
Measurement results
Foamability
Within the framework of our study, we managed to confirm some of the general statements from current research: At low temperature, UHT milk tends to be more foamable than pasteurized milk, and semi-skimmed milk better than whole milk. At higher temperatures, all milk types are easily foamable and the differences between the samples level out.
As apparent from the figure, our investigations confirm an anomaly found in research that a minimum in foamability of milk containing fat occurs at 25 °C. The authors in [2] attribute this effect to the fact that at 25 °C the semi-crystalline structured fat globules have a negative effect on foam formation.
Foam stability
In [2] the described minimum around 25 °C only occurred for foamability, but not with regard to foam stability. This is remarkable, because generally the foam-inhibiting substances in a liquid also have an influence on the stability of the foam formed. In contrast, the results of our study also identified the foam stability at the same minimum at 25 °C, as expected.
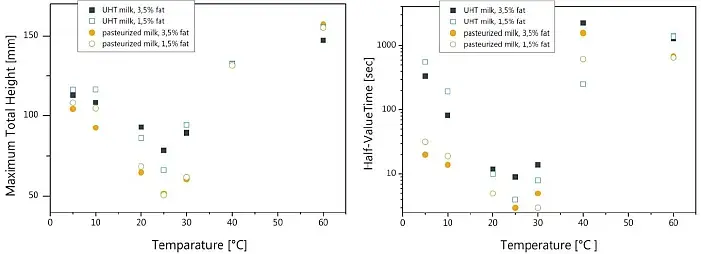
Fig.3: Investigation of foamability based on the maximum total height during foaming (Figure as adapted from [1]).
Fig. 4: Measurement of the foam stability on the basis of the decay half-life. Due to the considerable stability differences
in the samples, a logarithmic scale was chosen for the y-axis (Figure as adapted from [1]).
While the foam height formed at 40 °C was almost identical for all four milk types (cf. Figure 3), the stability at this temperature varies significantly with the fat content. The milk fat does no longer affect foamability and is actually stabilizing.

- Fig.5: Representation of number of
bubbles(a), the mean bubble size (b)
and the standard deviation of the
mean value (c) immediately after
foaming of UHT milk (3.5 % and 1.5 %)
at 40 °C. The images below show the
bubbles determined by image recognition
after foaming and after 1800 s decay time
(Figure as adapted from [1]).
Foam structure
bubbles(a), the mean bubble size (b)
and the standard deviation of the
mean value (c) immediately after
foaming of UHT milk (3.5 % and 1.5 %)
at 40 °C. The images below show the
bubbles determined by image recognition
after foaming and after 1800 s decay time
(Figure as adapted from [1]).
For the evaluation of milk foam, the bubble structure is interesting in two ways. Firstly, consumers generally prefer small-pore, homogeneous milk foam, such that the structure has a direct influence on the sense of pleasure. Secondly, the stability also depends on the bubble size and the size distribution.
Ostwald ripening is an accelerating mechanism in foam decay, which depends on the pressure differences between large and small foam bubbles, whereby the number of small bubbles reduces with time, whereas large bubbles become larger. The more homogeneous the foam, the lower the pressure differences between the bubbles and therefore the slower the Ostwald ripening. This relationship is also confirmed by the foam structure measurements as shown in Figure (5).
According to the foam height measurement, the most stable foam arose from UHT milk (3.5% fat) at 40 °C (cf. Figure 4). The structural investigation for this foam revealed the smallest bubbles with the lowest standard deviation from the mean bubble size and therefore the greatest homogeneity (Fig. 5 left). The foam from 1.5% UHT milk (right), which was far more unstable in the decay measurement, displays larger bubbles with low homogeneity straight after foaming. The two structural images after 1800 s decay time illustrate the stability difference between the samples.
Summary
The foam characteristics of four milk samples with differences in production methods (pasteurized or UHT milk) and fat content (3.5 % and 1.5 %) were investigated within the scope of a study. This focused on the influence of temperature and the nature of the milk on foamability and foam stability.
We were able to confirm the minimum of foamability at 25 °C, as stated in the research literature. By temperature controlling the foam column, we also demonstrated the same minimum course for foam stability, contrary to the available investigations.
Foam structure investigations revealed a correlation between the bubble size and its distribution on the one hand, and the foam stability, on the other: The smallest pore, most homogeneous foam (UHT milk with 3.5 % fat at 40 °C) was, at the same time, the most stable.
Finally, some rules-of-thumb for milk foam generation can be derived from the measurements:
- For foaming, ideally the milk should come directly from the fridge or be heated. Milk at room temperature is not suitable at all.
- Low fat products are more favorable than whole milk, and UHT products are better than pasteurized milk for foaming cold milk.
- A large volume of homogeneous, stable foam arises from foaming warm UHT whole milk.
Literature
- K. Oetjen, Ch. Bilke-Krause, M. Madani, Th. Willers, Temperature effect on foamability, foam stability, and foam structure of milk, Colloids and Surfaces A: Physicochemical and Engineering Aspects 460 (2014), 280-285.
- S. Kamath, T. Huppertz, A.V. Houlihan, H. Deeth, The influence of temperature on the foaming of milk, International Dairy Journal 18 (2008) 994-1002.